🌐 Select Language
Falling Film Evaporator
Industrial Falling Film Evaporator Manufacturer & Supplier in India
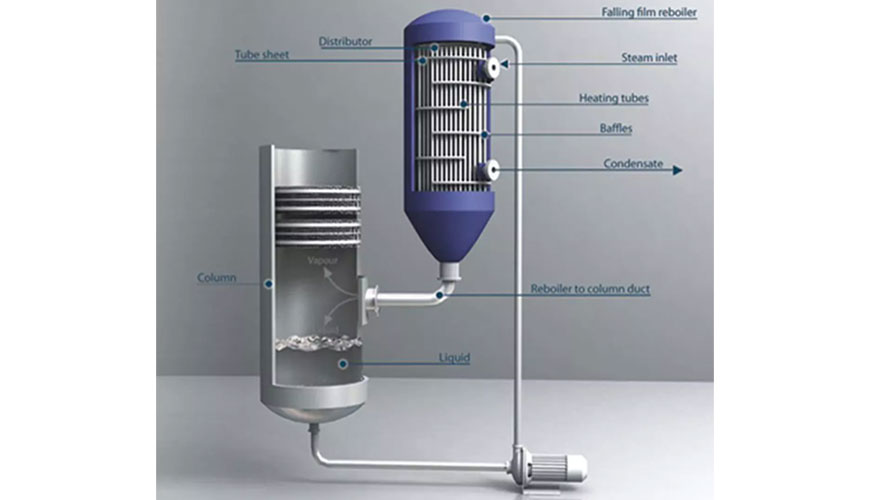
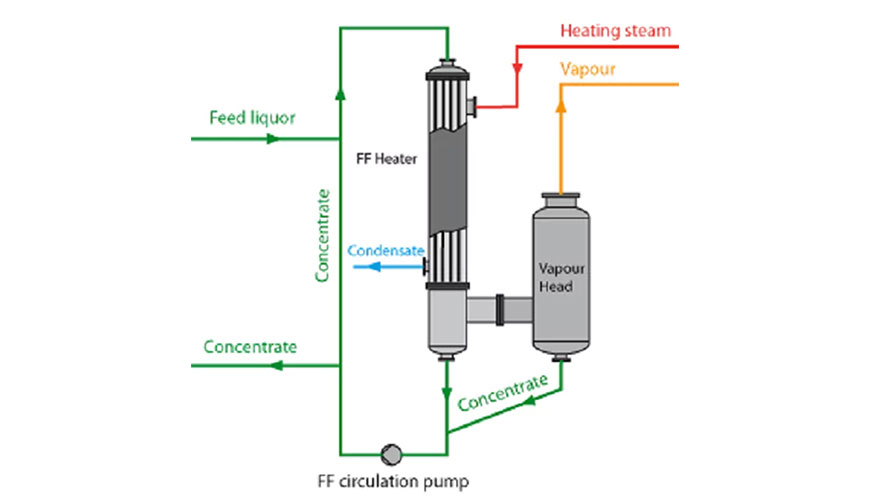
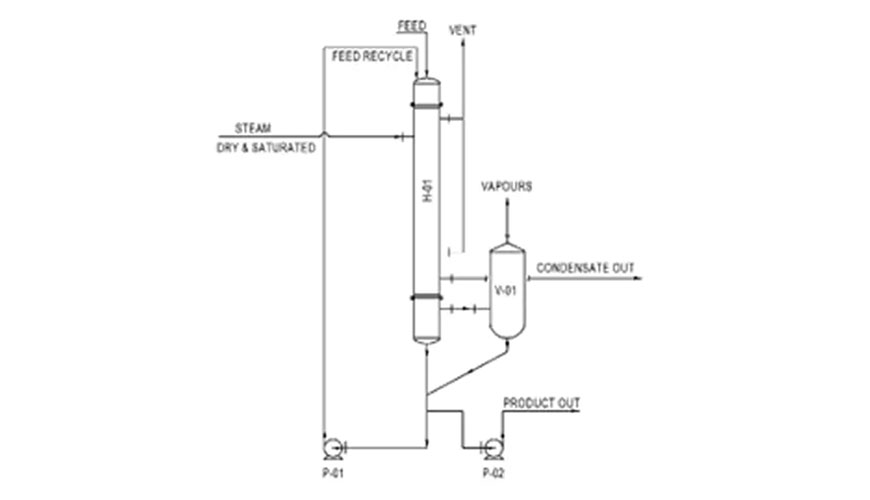
A Falling Film Evaporator (FFE) is a highly efficient evaporation system designed for the concentration of liquids, solutions, and heat-sensitive products. The process works by distributing the feed liquid as a thin film along the inner surface of vertically arranged heated tubes. As the liquid flows downward under gravity, rapid heat transfer takes place, causing efficient evaporation while preserving product quality and minimizing thermal degradation.
Key Features
- Efficient Thin Film Heat Transfer: The formation of a thin liquid film maximizes heat transfer efficiency, resulting in faster evaporation rates and reduced energy consumption.
- Vertical Tube Configuration: The gravity-assisted flow design ensures smooth operation, reduced pumping requirements, and consistent product distribution throughout the system.
- Short Residence Time: The product remains in contact with heated surfaces for a minimal duration, making the system ideal for processing heat-sensitive materials.
- Multi-Effect Integration: Falling Film Evaporators can be configured with multiple effects to recover and reuse thermal energy, significantly improving overall process efficiency.
- Vacuum Operation Capability: Operation under vacuum conditions lowers the boiling point of liquids, enabling gentle evaporation at lower temperatures and protecting product integrity.
- High Throughput Capacity: Designed for continuous operation, FFE systems can handle large processing volumes while maintaining consistent performance.
Applications
- Food & Beverage Industry: Concentration of fruit juices, milk products, sweeteners, starch solutions, and other food ingredients while preserving flavor, color, and nutritional value.
- Pharmaceutical Industry: Processing and concentration of heat-sensitive pharmaceutical ingredients, extracts, and intermediates under controlled conditions.
- Chemical Processing: Evaporation and concentration of chemical solutions, solvents, and specialty products requiring efficient thermal management.
- Desalination & Water Treatment: Concentration of brine solutions and water recovery processes used in desalination and wastewater treatment plants.
- Pulp & Paper Industry: Concentration of black liquor and process streams to improve energy recovery and operational efficiency.
- Industrial Effluent Treatment: Volume reduction and concentration of industrial wastewater streams for easier disposal and resource recovery.
Technical Specifications
- Heat Transfer Surface Area: Available in a wide range of configurations, typically from 5 m² to over 1000 m², depending on process requirements and production capacity.
- Operating Pressure: Designed for atmospheric, vacuum, or high-vacuum operation, with vacuum levels reaching up to 0.1 mbar for processing heat-sensitive products.
- Material of Construction: Manufactured using high-quality Stainless Steel 304 and Stainless Steel 316 grades to ensure durability, corrosion resistance, and compliance with hygienic processing standards.
- Specialized Material Options: Available in advanced alloys such as Hastelloy, Titanium, Duplex Stainless Steel, and other corrosion-resistant materials for demanding industrial applications.
- Operating Temperature Range: Suitable for processing temperatures up to 120°C and above, depending on product characteristics, process conditions, and system design.
- Processing Capacity: Capable of handling feed rates ranging from a few liters per hour to several tons per hour, making the system suitable for pilot-scale as well as large-scale industrial operations.
- Energy Efficiency: Compatible with single-effect, multi-effect, and vapor recompression configurations to maximize thermal efficiency and reduce operating costs.
- Continuous Operation: Engineered for uninterrupted processing, ensuring consistent product quality, higher throughput, and reliable long-term performance.
Our Locations